Rollenschneider RS 106
Optimale Anpassung an Ihre Platzverhältnisse und Logistikwege
Anbindung an die Bogendruckmaschine
Mit Rollenschneider ausgestattete Bogendruckmaschinen können in wenigen Minuten von Bogenbetrieb auf Rollenbetrieb umgestellt werden.
Im Rollenbetrieb liefert der Rollenschneider die geschnittenen Bogen direkt an die Taktrolle des Bogenanlegers. Der Bogenanleger kann dabei mit Stapelware beladen bleiben. Bei einem Wechsel von Rollen- auf Bogenbetrieb wird der RollenSchneider in seine Parkposition gefahren, so dass der Anleger frei zugänglich ist und in gewohnter Weise beladen werden kann. Der Bediener kann die Maschinenseiten zwischen Anleger und geparktem RollenSchneider ohne Umwege wechseln.
Die folgende Animation zeigt diesen Wechsel an Beispiel der Aufstellungsvariante BS-I. Weitere Varianten finden Sie unter Aufstellung RS 106.
- Der RS wird vor dem Anleger auf einem Schienensystem installiert.
- Beim Einsatz von Bogenware ist der RS in Parkposition;
der Anlegerstapel ist von allen Seiten zugänglich. - Beim Einsatz von Rollenware wird der RS eingefahren.
Ein Reststapel mit Bogenware kann im Anleger verbleiben. - Die Beladung mit Rollen erfolgt je nach gewählter Aufstellvariante
Allgemeine Beschreibung
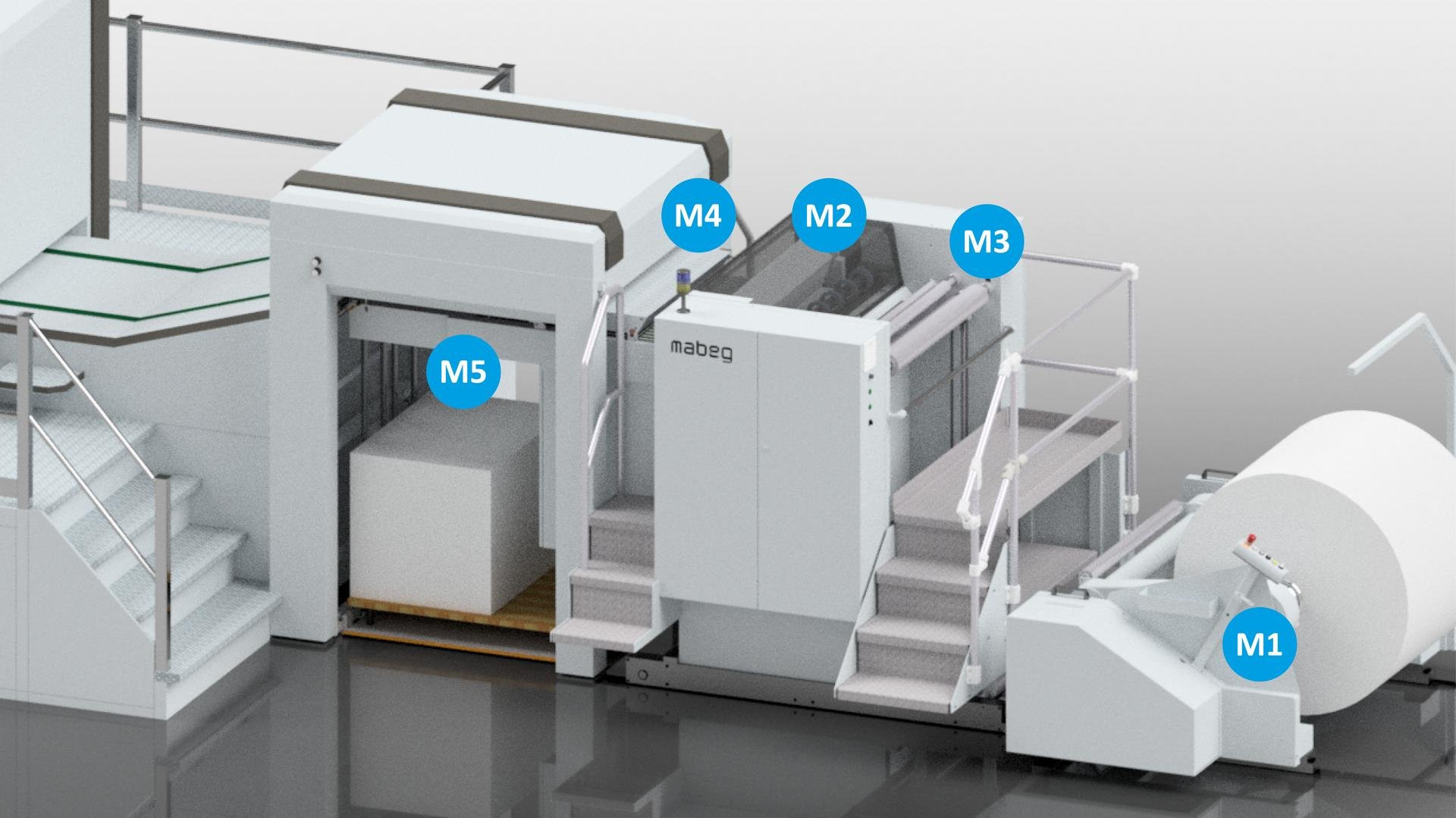
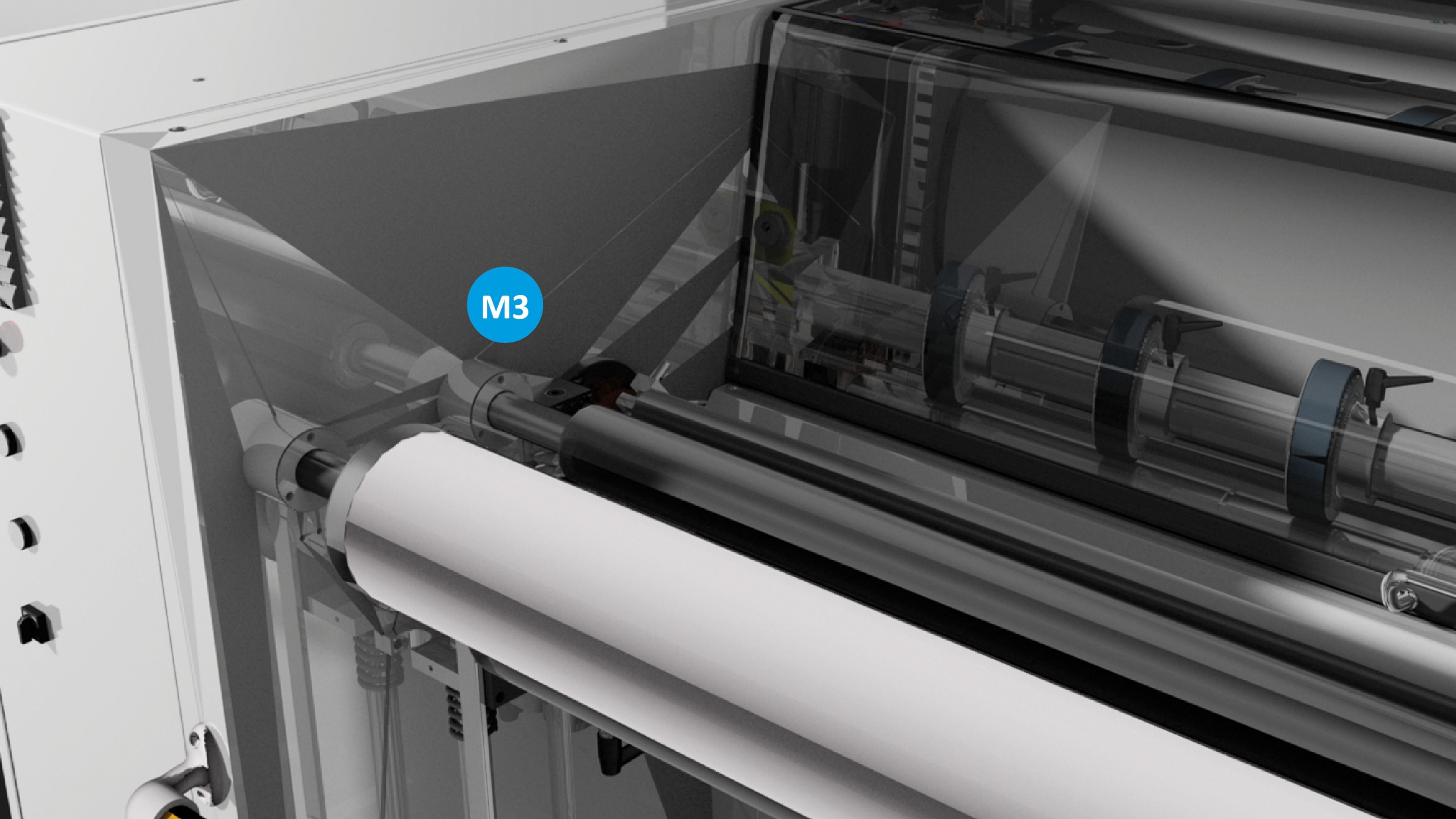
Von der Abrollung (M1) läuft die Papierbahn, wie in dieser Grafik dargestellt, durch ein Tänzerwalzensystem und den Einzug in das Schneidaggregat (M2). Dabei wird die Bahnspannung automatisch minimal gehalten. Das Scherenschnittsystem gewährleistet einen sauberen, winkelgenauen Schnitt. Am menügeführten Touch-Screen lassen sich millimetergenau die gewünschte Bogenabschnittslänge und alle verfahrenstechnisch relevanten Parameter einstellen. Die Bogenankunft und der seitliche Bahnlauf (zur Optimierung des Ziehwegs) können während des Druckprozesses ohne Werkzeug eingestellt werden. Der serienmäßige Bogenglätter (Decurler) sorgt bei Bedarf für gute Planlage der Bogen (M3).
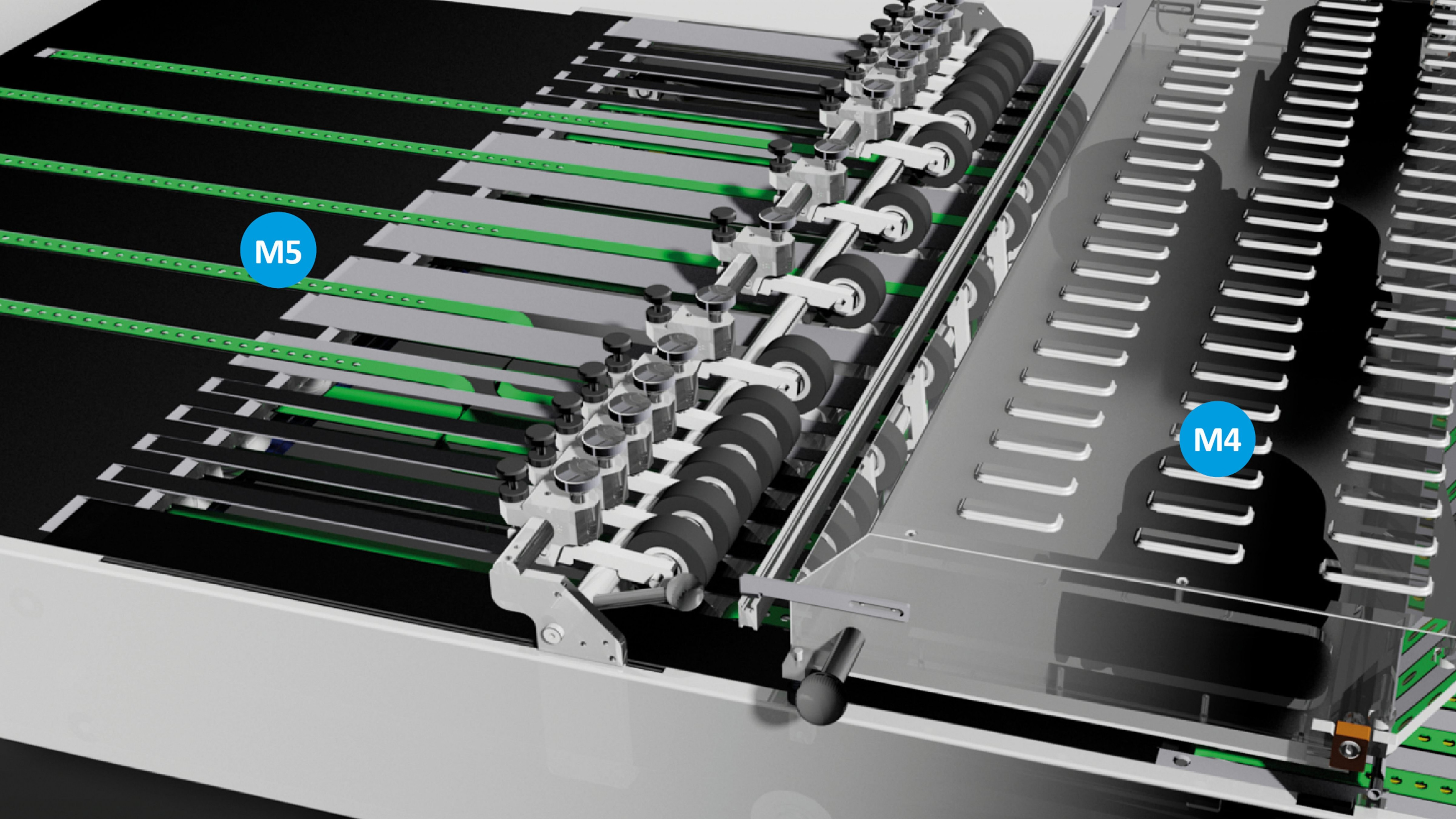
Die aus dem Querschneider laufenden Bogen werden in der Unterschuppstation (M4) unterschuppt und dem Transporttisch (M5) zugeführt. In der Unterschuppstation werden die Bogen zunächst abgebremst, über Bogenklappen an der Hinterkante angehoben und von einem Vakuumsystem so gehalten, dass der folgende Bogen darunter laufen kann. Der so gebildete unterschuppte Bogenstrom gelangt über den Transporttisch in die Bogenanlage der Druckmaschine. Der Saugkopf ist außer Funktion. Dadurch entfällt das Risiko einer schlechten Bogentrennung, Doppelanlage und dergleichen.
In der nachfolgenden Animation wird dargestellt, wie die von der Rolle geschnittenen Bogen zu einer Schuppenbahn formiert werden:
- Die einlaufende Papierbahn wird exakt auf die benötigte Bogenlänge geschnitten.
- Der hintere Bereich des einlaufenden Bogens wird angehoben und durch ein Saugsystem gehalten.
- Der nachfolgende Bogen wird unter den vorangegangenen geführt: Die Unterschuppung ist erfolgt.
Aufstellung RS 106
Die Aufstellung des MABEG RollenSchneiders erfolgt auf einem versenkten Schienenrahmen, auf dem Abrollung und Schneidaggregat verfahren werden können.
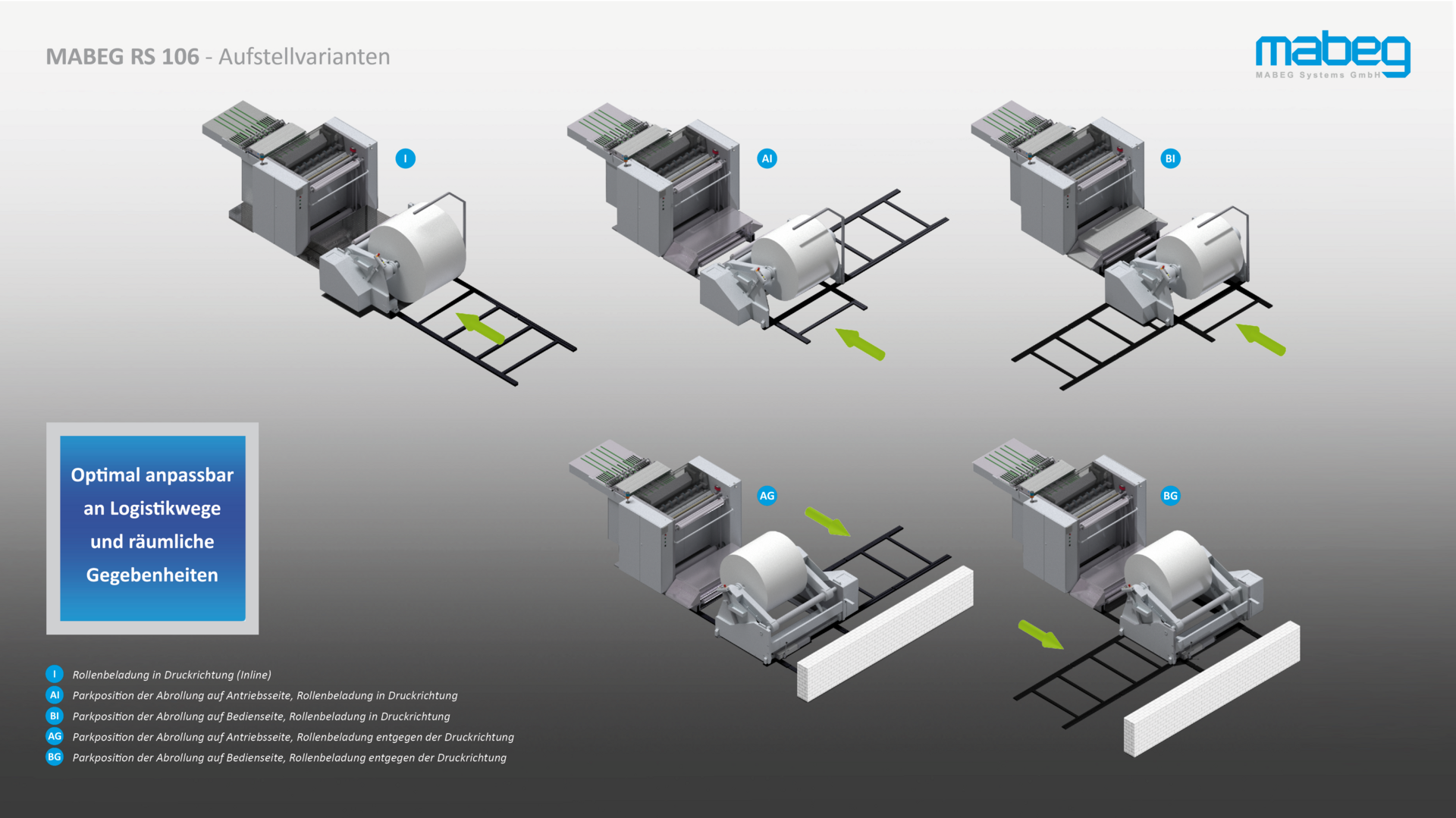
Standardmäßig bieten wir die in der Grafik dargestellten 5 Aufstellvarianten an. Damit läßt sich der RS 106 ideal an die Platzverhältnisse und Logistikwege in der Druckerei anpassen. Bei Bedarf können auch Sondervarianten geliefert werden, so dass der RS 106 auch bei engen Raumverhältnissen optimal platziert werden kann. Dies ist insbesonders bei Nachrüstungen an bereits existierenden Druckmaschinen interessant, wenn vor dem Bogenanleger nur ein begrenzter Raum zur Verfügung steht.
Der Pfeil markiert die Beladeposition für die Abrollung. Bei Rollenbeladung in Druckrichtung wird die Abrollung in ihrer Arbeitsposition beladen. Bei Rollenbeladung entgegen der Druckrichtung wird die Abrollung zum Beladen in die seitliche Parkposition verschoben.
Mehr Informationen